Friction Stir Welding (FSW) is an innovative joining process that has revolutionized the manufacturing industry. The process involves using a non-consumable pin tool to create frictional heat between two materials, which are then joined together. The pin tool rotates and plunges into the two materials, creating deformation between 70 to 90 percent of the solidus temperature. The heat generated by the friction of the pin tool causes the materials to soften and mix together without melting, resulting in a high-quality, high-strength bond.
The advantages of FSW are numerous, making it a popular choice for many industries.
- First and foremost, the process produces virtually defect-free bonding, ensuring high-quality joints. The mechanical properties of the joined materials are also better retained due to the low heat input and absence of a fusion zone. This results in superior mechanical characteristics, including high fatigue and corrosion resistance, and improved toughness.
- Additionally, the process is machine-controlled, reducing human error and ensuring consistent results. FSW is also an environmentally friendly process as it does not produce any hazardous fumes or waste.
- Lastly, FSW is capable of joining dissimilar alloys, which is particularly useful for lightweight metal applications such as in the aerospace and automotive industries.
The FSW process involves several steps.
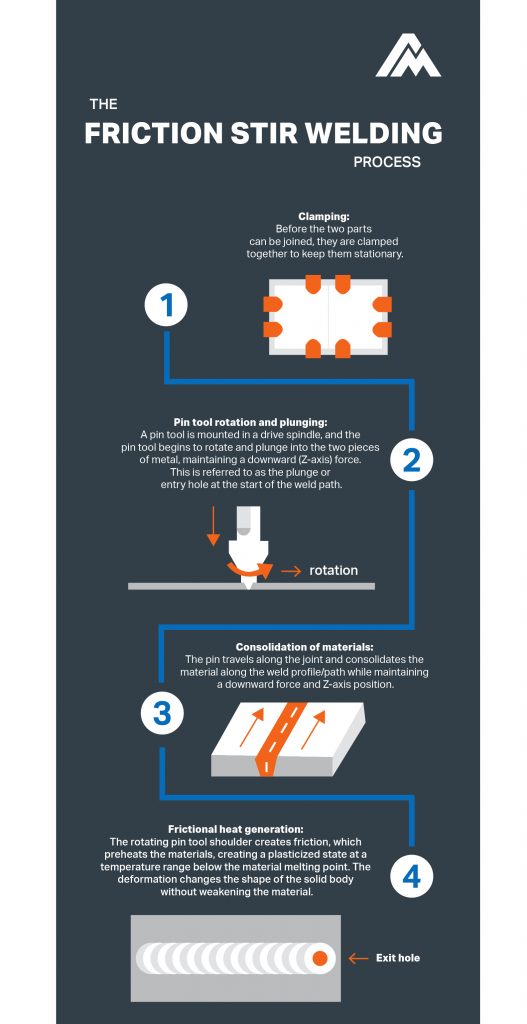
- Clamping: Before the two parts can be joined, they are clamped together to keep them stationary.
- Pin tool rotation and plunging: A pin tool is mounted in a drive spindle, and the pin tool begins to rotate and plunge into the two pieces of metal, maintaining a downward (Z-axis) force. This is referred to as the plunge or entry hole at the start of the weld path.
- Frictional heat generation: The rotating pin tool shoulder creates friction, which preheats the materials, creating a plasticized state at a temperature range below the material melting point. The deformation changes the shape of the solid body without weakening the material.
- Consolidation of materials: The pin travels along the joint and consolidates the material along the weld profile/path while maintaining a downward force and Z-axis position.
- Extraction: At the end of the weld path, the tool is withdrawn in the Z axis. This extraction point is sometimes referred to as the “exit hole” because the pin probe will leave an impression on the material at the point of extraction.
The key to the FSW process is the pin tool. The tool consists of a shoulder and a cone-shaped pin, which rotate and penetrate the material along the seam of the two parts. The shoulder rides along the surface of the parts and typically inputs most of the heat and force. The features and geometry of the pin tool will differ based on the application, joint, and materials being joined.
FSW has several advantages over traditional welding techniques. It produces a strong, high-quality weld without the use of a filler material or shielding gas, resulting in less material waste and fewer environmental pollutants. It also minimizes distortion and reduces the risk of defects in the weld.
FSW is particularly useful in industries that require high-quality, high-strength, and durable joints. For example, it is commonly used in the aerospace industry to join large, thin aluminum sheets for aircraft wings and fuselage. It has also been used to join thick sections of metal for shipbuilding and offshore structures and to produce parts for the automotive, railway, and electronics industries.
In conclusion, Friction Stir Welding is a solid-state joining process that offers several advantages over traditional welding methods. It produces high-quality, high-strength joints with low distortion, machine-controlled processing, and the ability to join dissimilar alloys. With its numerous advantages and applications, it is clear that Friction Stir Welding is a valuable technology that will continue to play a significant role in the manufacturing industry.